- How are fuel cell stacks manufactured?
- Which fuel cell stack components require assembly?
- Which are the different steps in the fuel cell stack assembly process?
- What is the pressure range applied in the fuel cell stack pressing process?
- Which are the key performance criteria of fuel cell stacking?
- How many stacks can be manufactured per day on one fuel cell stack assembly press?
- Which steps are taken to ensure high quality stacks?
- What is the main difference when manufacturing a stack with metallic bipolar plates compared to a stack using carbon plates?
Browse production equipment from leading suppliers on our marketplace!
How are fuel cell stacks manufactured?
Only a few PEM fuel cell stack assembly manufacturers currently use fully automated assembly systems for production. Manual or semi-automated processes are often still established here. With the now growing demand for FC, manufacturers who have not yet automated production are now faced with the challenge of making their products suitable for automation. Processes that were previously carried out manually must now be executed by robots. This is not always possible or practical on a 1:1 basis. Essentially, this involves tolerance chain considerations, which often did not play a major role in stack design for manual fuel cell stack assembly. Even though a robot is more precise and repeatable, it cannot easily “see” if two parts in a fuel cell stack system do not fit together. In this case, unless a human operator can still correct something, the robot follows its fixed sequence, which often leads to production of reject units in these cases.


Which fuel cell stack components require assembly?
In addition to the end plates – via which the media are connected and distributed – the main fuel cell stack structure essentially consists of multiple sets of MEA (Membrane Electrode Assembly) and BPP (Bi Polar Plate), which are stacked in alternating order.
Which are the different steps in the fuel cell stack assembly process?
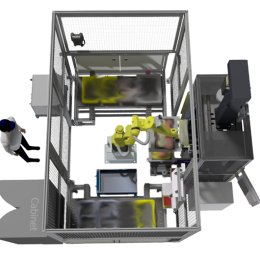
The individual components are usually provided in magazines. Depending on the type of interlinking in production, direct feeding of the fuel cell stack components on a conveyor system or WT can also be implemented. One or more handling units – usually 4- or 6-axis robots – grip the respective component. It is then geometrically measured in order to calculate the exact deposit position in the stack. The component is placed on the stack. This process is repeated according to the number of cells.
What is the pressure range applied in the fuel cell stack pressing process?
The required pressing force depends mainly on the size of the effective surface and is also influenced by the design of the seal. As a result, the requirements can nevertheless be very different. Depending on the design, our servo presses can apply a pressing force of up to 100kN.
![]()
Which are the key performance criteria of fuel cell stacking?
The bottleneck in every PEM fuel cell stack assembly process is clearly the stacking process. Even with manageable production numbers of 100,000 stacks/year, a stacking speed of less than 1Hz must be achieved. Conventional pick-and-place operations already reach their limits here. So new concepts are necessary to overcome this barrier. In parallel, the design and assembly of the fuel cell must be optimized. At best, pre-assembly processes can reduce the number of components to be stacked. Product developers and automation engineers must work closely together on this.
How many stacks can be manufactured per day on one fuel cell stack assembly press?
The actual pressing process can be controlled according to customer specifications. Here, everything is possible – from simple force/displacement-controlled compression of the press until the target force/displacement is reached, to intermittent pressing over a longer period of time. It is therefore difficult to make a blanket statement.
Which steps are taken to ensure high quality stacks?
The positioning accuracy during stacking must be maintained. Of course, the components must also be manufactured true to size. Due to the large number of components in the stack (up to 800 parts), deviations from nominal dimensions can quickly add up, which can result in the cells not sealing.

What is the main difference when manufacturing a stack with metallic bipolar plates compared to a stack using carbon plates?
The biggest difference between these types of PEM fuel cell stack assembly is the different behavior of the BPP. Metallic bipolar plates are usually made of 2 half-shells with a sheet thickness of <100µm. These are welded together. The heat input during welding can quickly lead to warping of the parts, which makes handling and precise positioning much more difficult. In addition, the warped parts do not lie on top of each other as desired in the unpressed stack, which makes stacking more difficult as the number of cells increases. The graphitic BPP are more dimensionally stable and therefore easier to handle.
Content contributed by ruhlamat GmbH
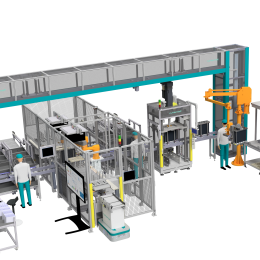
Ruhlamat produces machine solutions in accordance with the requirements and wishes of its customers. Whether assembly systems for the automotive industry, electronics industry and medical technology or machine solutions for the manufacture and personalisation of cards and passports, ruhlamat convinces by its decades of experience as a mechanical engineering enterprise. Furthermore, as an OEM manufacturer, we produce original equipment exclusively for the customer. We have our own subsidiaries all over the world, to enable us to meet the specific requirements of our customers in each region. In the production of fuel cells, efficient cycle times and absolute precision are crucial. Our systems cover all process steps from stack assembly to the finished fuel cell system. The modular, scalable design of the systems allows individual adaptation to the production capacity targeted by the customer.



Last update: 15.1.2023