
 登录
登录




- 什么是AEM电解槽,它如何工作?
- 在膜材、电解质、催化剂及运行原理方面,AEM电解槽与碱性电解槽及PEM电解槽有何区别?
- AEM电解槽堆的核心组件有哪些?各组件发挥什么作用?
- AEM电解槽的膜、电极和催化剂采用哪些材料?为何可使用非贵金属?
- AEM电解槽的典型工作条件(温度、压力、电流密度、电解质、水质)如何?
- 如何评估AEM电解槽性能?哪些因素限制其效率与高电流密度运行?
- AEM电解槽的主要劣化与失效机制是什么?它们如何影响使用寿命?
- AEM电解槽运行中哪些安全考量至关重要?特别是氢气纯度与气体交叉渗透方面?
- 辅助设备(BoP)如何支持AEM电解槽运行?哪些子系统最为关键?
- 与其他水电解技术相比,AEM电解槽的主要优势和当前局限性是什么?
- 当前AEM电解槽最适宜哪些应用场景?其与可再生能源及间歇性电源的集成适配性如何?
- 实现AEM电解槽大规模商业化需要哪些主要研究方向和未来发展?
什么是AEM电解槽,它如何工作?
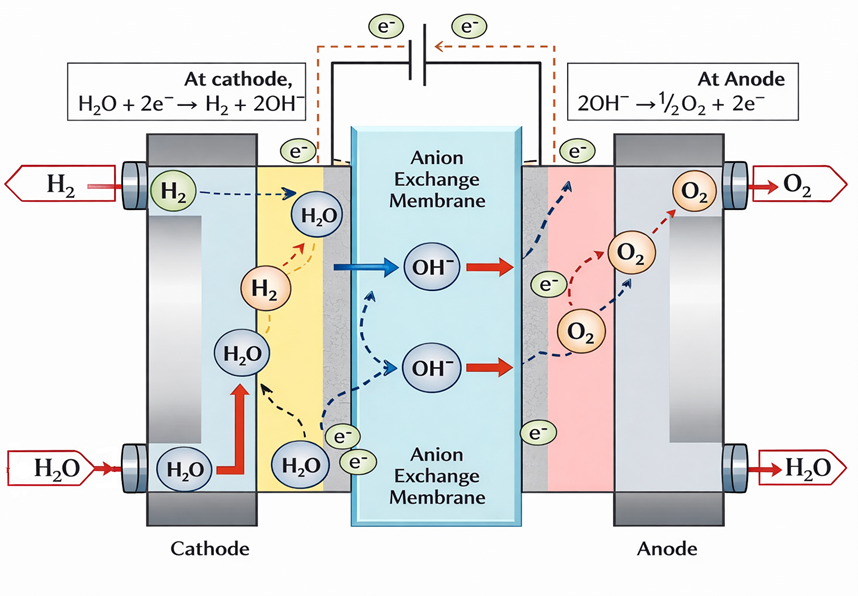
阴离子交换膜(AEM)电解槽是一种用于制取氢气的水分解技术。它通过直流电将水分解为氢气和氧气。与质子交换膜电解槽不同,AEM电解槽通过固体聚合物膜传输带负电的氢氧根离子(OH⁻)。该膜兼具离子导体与物理分离器双重功能,将氢气与氧气隔离。当直流电输入系统时,水被引入电解槽阴极侧。在阴极处,水分子与电子反应生成氢气和氢氧根离子,氢气从阴极出口收集。氢氧根离子则受电场驱动穿过阴离子交换膜向阳极移动。在阳极,氢氧根离子发生氧化反应,生成氧气和水,同时释放电子。电子通过外部电路流回阴极,完成电路闭合。该膜结构既阻隔了氢氧直接混合,又保障了离子传输。





这种离子传输机制使电解槽能在碱性化学环境中运行,无需循环浓液电解质,从而降低腐蚀风险并减少维护需求。固态膜结构还实现了紧凑密封的电解槽设计。由于工作环境呈碱性,AEM电解槽可采用镍基材料等非贵金属催化剂,相较于PEM电解槽有助于降低系统成本。总体而言,AEM电解槽融合了碱性电化学与膜式设计,在效率、成本、安全性和系统简洁性之间实现了平衡。
在膜材、电解质、催化剂及运行原理方面,AEM电解槽与碱性电解槽及PEM电解槽有何区别?
AEM电解槽处于传统碱性电解槽与质子交换膜(PEM)电解槽之间,其化学特性与系统设计兼具两者技术优势。传统碱性电解槽采用液态电解质(通常为氢氧化钾KOH)在电极间传输氢氧根离子。这种液态电解质需要大型储罐、管道及循环系统,导致设备体积庞大,且存在较高的腐蚀和泄漏风险。其对电力变化的响应迟缓,限制了与可变可再生能源协同运行的能力。
质子交换膜电解槽采用固态聚合物膜替代液体电解质。该膜能在酸性环境中传导质子。基于此设计,质子交换膜电解槽结构紧凑,可实现高电流密度运行,并对功率变化响应极快。然而酸性工作环境需采用昂贵材料。PEM系统使用铂族金属催化剂和含氟膜,大幅推高系统成本。AEM电解槽与PEM系统同为固体聚合物膜,但该膜导电介质为氢氧根离子而非质子。这使电解槽能在碱性环境中运行,无需循环浓液态电解质,系统设计较传统碱性电解槽更为简洁紧凑。碱性环境还允许使用非贵金属催化剂(如镍基材料),有助于降低系统整体成本。
同时,固态膜结构使AEM电解槽相较传统碱性系统能更快响应功率变化,使其更适配太阳能、风能等可再生能源的运行需求。总体而言,AEM电解槽被视为混合技术,旨在融合碱性电解的低材料成本与PEM电解槽的紧凑设计及运行灵活性。
AEM电解槽堆的核心组件有哪些?各组件发挥什么作用?
AEM电解槽堆由多个重复的电化学单元构成。每个单元协同工作以高效产氢。单元核心是阴离子交换膜,该膜允许氢氧根离子通过,同时隔离氢气与氧气——这种分离对安全运行至关重要。膜的两侧均设有催化剂层:阴极侧催化剂促进氢气析出反应,阳极侧催化剂则支持氧气析出反应。若无催化剂,这些反应将极其缓慢。催化剂层附着于多孔电极或气体扩散层,这些层能使水均匀到达反应区域,同时帮助生成气体顺利逸出,并确保组件间良好的电导率。
![]()
每组电解池之间安装双极板。这些板材负责电流传输,同时内置流道引导水、氢气和氧气在电池堆中流动。双极板提供机械强度,并确保电解池精准对位。膜片与板材周边采用密封组件(如垫圈)进行密封处理,既防止气体与液体泄漏,又阻隔氢氧在电池堆内部混合。完善的密封对效率和安全性至关重要。所有电解池通过压缩系统紧密压合,该系统在堆栈中施加均匀压力。恰当的压缩既确保各层间良好的电接触,又维持密封完整性并防止膜损伤。稳定的压缩力对电解槽堆栈的性能稳定性和长寿命至关重要。
AEM电解槽的膜、电极和催化剂采用哪些材料?为何可使用非贵金属?
AEM电解槽的材料选择主要受其碱性工作环境影响。这种碱性条件由水合氧离子通过膜的迁移形成。阴离子交换膜通常由碳氢化合物基聚合物制成,其含带正电荷的功能基团,可使水合氧离子通过膜迁移。与PEM膜不同,AEM膜无需含氟材料,这有助于降低材料成本并减少环境影响。碱性环境还允许使用非贵金属催化剂。镍及镍基合金常用于氢气和氧气析出反应,这些材料在碱性条件下具有优异的催化活性,且能长期稳定运行。而在酸性PEM系统中,相同材料会迅速腐蚀并丧失性能。
其他组件如电极、流板和结构部件也需选择碱性兼容材料。不锈钢和镀镍钢在这些部件中广泛应用,它们以较低成本提供优异的耐腐蚀性。多数情况下无需使用钛等昂贵材料。能够采用广泛可得且地球富集的材料是AEM电解槽技术的核心优势,这显著降低了资本成本并支持大规模制造。该成本优势正是AEM电解槽被视为未来绿色制氢重要方向的关键原因之一。
AEM电解槽的典型工作条件(温度、压力、电流密度、电解质、水质)如何?
AEM电解槽通常在中等温度和压力下运行。这些条件旨在平衡性能与材料寿命。典型工作温度范围约为40至70摄氏度。较高温度可提升反应速率和膜的离子传导性,但长期高温会损伤膜和催化剂。工作压力因系统设计和应用场景而异。部分AEM电解槽接近大气压运行,另一些则在数十巴压力下工作。较高压力有助于产出符合实用需求的氢气压力,减少额外气体压缩需求。但同时,高压会增加膜及其他组件的机械应力,并提高氢氧气体交叉污染的风险。
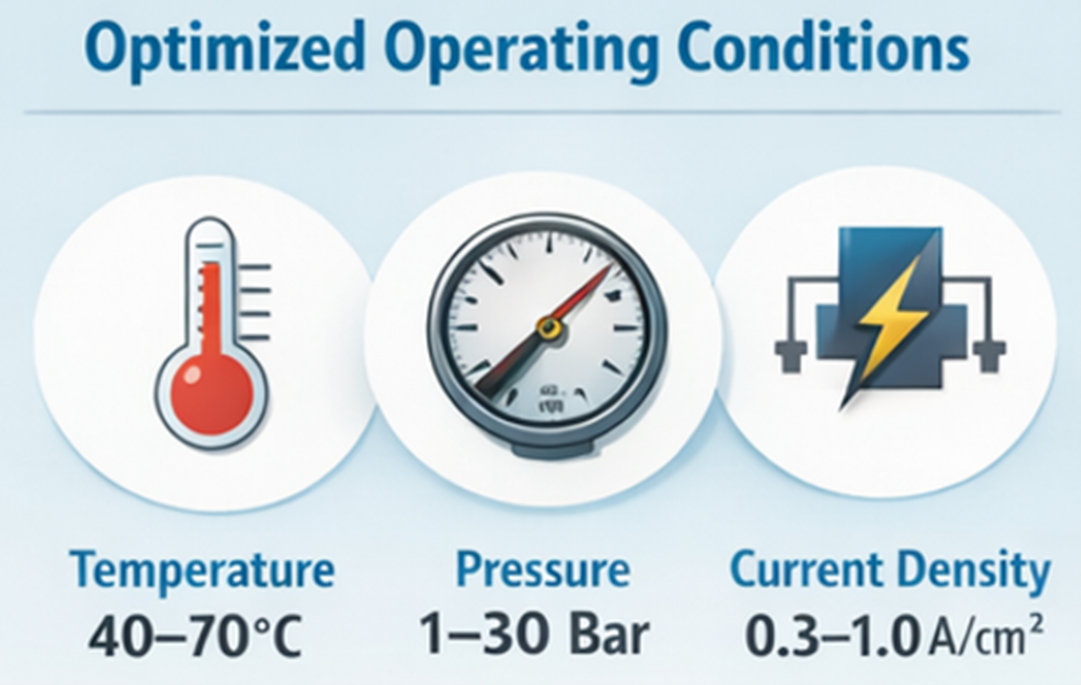
电流密度是另一关键运行参数。现行AEM电解槽通常在0.3至1.0安培/平方厘米范围内运行。更高电流密度可提升单位堆面积的产氢量,但同时会增加电压损耗和材料应力。当前研究致力于在不缩短系统寿命的前提下提高电流密度。多数AEM电解槽采用去离子水或高纯水作为原料水。部分系统会添加极稀碱性电解液以提升离子导电性。水质纯度需严格控制,二氧化碳含量必须降至最低——CO₂与氢氧根离子反应会形成碳酸盐,这种沉积物既降低性能又加速材料劣化。
如何评估AEM电解槽性能?哪些因素限制其效率与高电流密度运行?
AEM电解槽的性能通过多个关键参数衡量,包括单体电压、产氢速率、能量效率及法拉第效率。单体电压是最重要指标之一:在相同电流密度下,更低的单体电压意味着电解槽消耗更少的电能,这直接提升整体效率。各类损耗会降低AEM电解槽性能:电极反应动力学迟缓导致活化损耗; 这些损耗与催化剂活性密切相关。欧姆损耗源于膜、电极及接触界面中的电阻,电阻增大将导致电压损耗上升。当供水或排气不均匀时,会产生质量传递损耗。若氢氧气无法快速从反应位点排出,这些损耗将进一步加剧。

在所有损耗中,膜电阻与催化剂性能对AEM系统尤为关键。低离子传导率的膜会加剧电压损耗。催化剂活性不足会增加活化过电位。随着电流密度提升,所有损耗均趋于显著:离子穿膜难度增大,高电流密度下气泡更易聚集,这将推高电压并限制大功率运行。要实现高效稳定运行,必须完善水分管理——确保水均匀到达反应区,高效清除电极气体,优化电极结构以改善质量传递。提高膜导电性也有助于降低电能损耗。这些因素共同决定了AEM电解槽长期高效运行的关键。
AEM电解槽的主要劣化与失效机制是什么?它们如何影响使用寿命?
AEM电解槽的长期耐久性取决于若干关联的劣化机制。主要问题之一是膜劣化。阴离子交换膜会随时间发生化学降解。当氢氧根离子侵蚀膜内功能基团时,这种化学降解便会发生。其结果是膜的离子传导能力逐渐丧失。膜还可能发生机械降解:吸水膨胀与干燥收缩的反复循环会产生机械应力,而电极两侧的压差则加剧应力作用。长期作用下可能导致膜体开裂、变薄或机械强度丧失。
催化剂降解是影响耐久性的另一关键因素。运行过程中催化剂颗粒可能发生团聚并增大尺寸,导致可供反应的活性表面积减少。反复启停循环也会导致催化剂氧化或降解,这些氧化还原循环会逐渐降低催化活性并增加电池电压。二氧化碳污染是AEM电解槽面临的另一挑战——空气中的CO₂可能进入系统并与氢氧根离子反应。该反应会形成碳酸盐化合物。碳酸盐会降低膜中氢氧根离子的传导性,同时可能堵塞催化剂和电极上的活性位点。
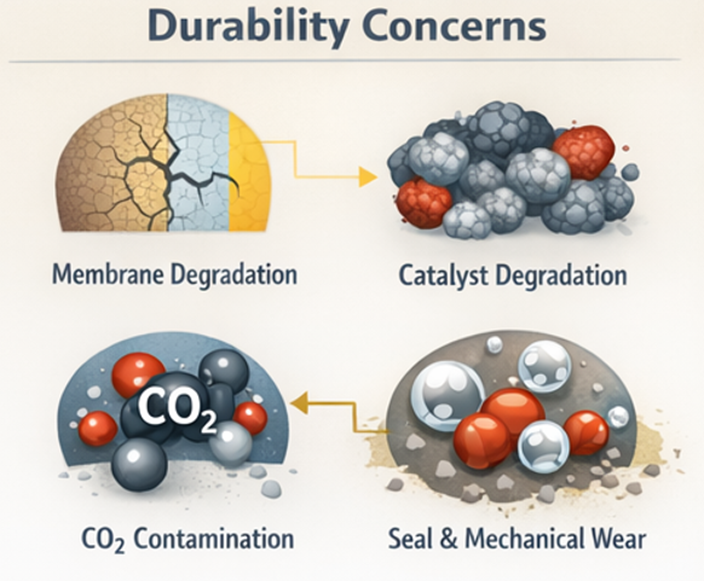
系统层面的机械与运行问题同样影响使用寿命:密封件和垫片会随时间劣化,堆栈内不均匀的压缩力可能损伤膜和电极,运行中的热循环会引入额外应力。综合这些因素,当前AEM电解槽的使用寿命仅限于数万运行小时。材料与系统设计的持续改进旨在延长使用寿命并提升长期可靠性。
AEM电解槽运行中哪些安全考量至关重要?特别是氢气纯度与气体交叉渗透方面?
AEM电解槽运行的安全核心在于防止氢氧气体混合,此类混合气体具有爆炸风险。安全系统同时通过压力与温度控制,确保电解槽在安全运行范围内。
主要安全风险之一是气体通过膜发生交叉渗透。膜随时间老化可能导致气体渗透,若阳极与阴极侧压差控制不当也会引发渗透。当氢气渗入氧气侧或反之,点火风险将显著增加。为降低此风险,AEM电解槽采用精密压力控制系统,在膜两侧维持微小安全压差,并在运行中持续监测气体纯度。传感器可早期检测氢气与氧气泄漏。
良好的密封性对安全运行至关重要。垫片与密封件可防止堆栈气体泄漏。受控的启停程序有助于避免压力或温度突变。紧急排气系统可在异常情况下安全释放气体。尽管AEM电解槽不循环浓碱性电解液,安全仍是主要设计要求。氢气极易燃且与氧气反应剧烈,因此AEM电解槽仍需严谨的安全设计、监测及操作规程。
辅助设备(BoP)如何支持AEM电解槽运行?哪些子系统最为关键?
辅助设备(通常简称BoP)涵盖电解槽堆栈周边所有支撑系统,这些系统对安全、稳定、高效运行至关重要。辅助系统虽不直接产氢,但保障堆栈正常运行。电力电子设备是其重要组成部分:整流器将电网或可再生能源的交流电转换为直流电,电解槽需稳定直流电源才能正常工作;功率控制系统则在启动、停机及负载变化时调节电流。
水处理系统为电解槽提供高纯度水源,水中的杂质会损坏膜和催化剂。完善的处理工艺可提升系统性能并延长使用寿命。冷却系统负责带走电解过程中产生的热量,温度控制对保护膜组件及维持效率至关重要。辅助设备还包括气体处理装置:气液分离器从氢氧气流中去除水分,干燥装置进一步降低含水量,压力控制装置则调节气体压力以确保安全储存或下游使用。
仪表与控制系统持续监测关键运行参数,包括电压、电流、温度、压力及气体纯度。控制系统支持自动运行并能快速检测故障。在多数系统中,辅助设备占总系统成本的很大比例,对电解槽的整体效率、安全性和长期可靠性具有重大影响。
与其他水电解技术相比,AEM电解槽的主要优势和当前局限性是什么?
AEM电解槽具备多项重要优势。其主要优势在于潜在的成本降低空间:可采用非贵金属催化剂替代昂贵的铂族金属,且结构材料成本低于PEM电解槽,显著降低系统总体资本支出。AEM电解槽采用固态膜替代循环液态电解质,无需处理浓碱溶液。由此降低了腐蚀风险和维护需求,相较传统碱性电解槽,系统设计更为简洁安全。
尽管具备这些优势,AEM技术仍存在局限性。膜材料耐久性是主要挑战之一:高电流密度下膜材料降解加速,长期运行会加剧性能衰减风险。AEM电解槽对二氧化碳污染敏感—— 二氧化碳与氢氧根离子反应会降低膜导电性,导致效率下降并缩短系统寿命。此外,AEM电解槽的大规模商业化应用仍受限,其长期工业应用案例远少于碱性及质子交换膜技术。
鉴于这些挑战,AEM电解槽目前仍被视为新兴技术,虽展现出巨大潜力,但尚未成为完全成熟的工业解决方案。需持续研发以提升耐久性并推动广泛应用。

当前AEM电解槽最适宜哪些应用场景?其与可再生能源及间歇性电源的集成适配性如何?
目前AEM电解槽主要应用于中小规模制氢领域。此类场景通常对成本敏感且需灵活运行,而AEM电解槽凭借较低的材料成本和紧凑设计具备显著优势。AEM电解槽与可再生能源(如太阳能和风能系统)的集成效果良好。可再生能源输出常随时间波动,AEM电解槽对此类功率波动的响应能力优于传统碱性电解槽,使其适用于变动性强且间歇性的运行场景。
常见应用领域包括分布式制氢系统,同时亦用于试点工厂及工业示范项目,这些项目有助于验证设备在实际运行条件下的性能与耐久性。AEM电解槽在间歇运行中表现良好,但针对高动态工况仍处于研发阶段。目前,PEM电解槽在快速频繁负载变化场景下仍更具优势。随着AEM技术持续进步,其可靠性和工作范围有望提升。未来,AEM电解槽有望应用于更大规模、更高要求的制氢场景。
实现AEM电解槽大规模商业化需要哪些主要研究方向和未来发展?
要使AEM电解槽广泛商业化,仍需在材料、系统设计和制造工艺方面进行多项改进。最关键的优先事项之一是提升膜稳定性——膜必须抵御氢氧根离子的化学侵蚀,并在长期运行中保持机械强度。目前,膜材料劣化是限制系统寿命的主要因素之一。催化剂性能同样亟待提升——需在更高电流密度下保持活性与稳定性。更高电流密度意味着更小的电解槽堆栈即可产出更多氢气,从而缩减系统体积并降低成本。催化剂的长期耐久性对持续运行至关重要。
另一关键领域是杂质耐受性:AEM电解槽必须更有效地处理空气中的二氧化碳, 同时需耐受进水中的微量杂质。提升杂质耐受性将简化系统设计,并降低运维要求。制造工艺发展同样关键,生产方法必须具备可扩展性和可重复性,以确保大批量电栅的质量一致性,同时降低制造成本。在持续研究与产业投资推动下,AEM电解槽潜力巨大。未来十年内,该技术有望成为生产经济高效绿色氢能的核心技术。